產(chǎn)品中心
PRODUCTS CENTER
-
 V型石墨舟,V型石墨舟皿,石墨舟皿,高強(qiáng)度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫?zé)Y(jié)石墨舟皿,V型石墨舟皿生產(chǎn)廠家
V型石墨舟,V型石墨舟皿,石墨舟皿,高強(qiáng)度石墨方舟,高純石墨舟皿,高純度石墨方舟,高溫?zé)Y(jié)石墨舟皿,V型石墨舟皿生產(chǎn)廠家 -
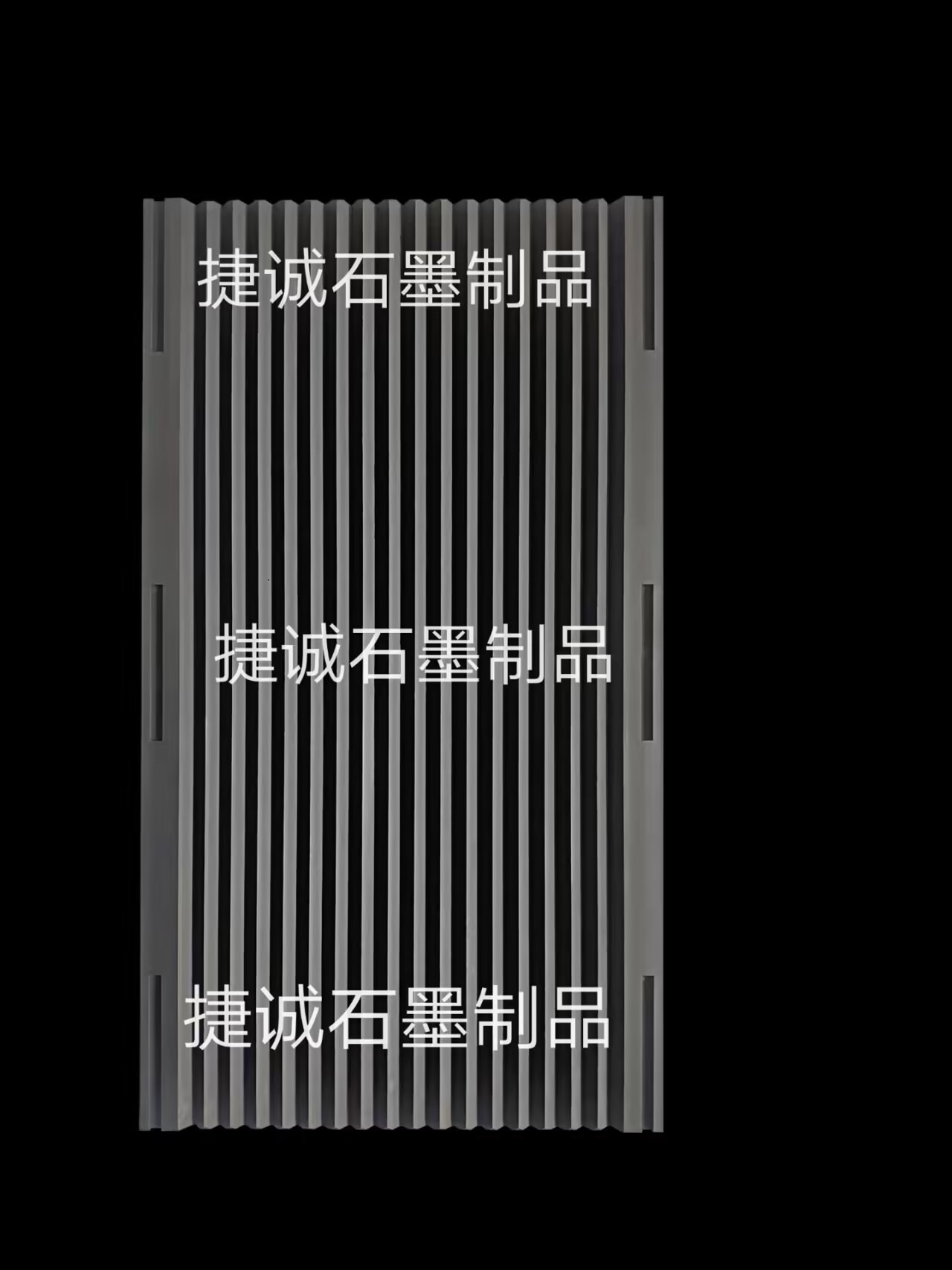
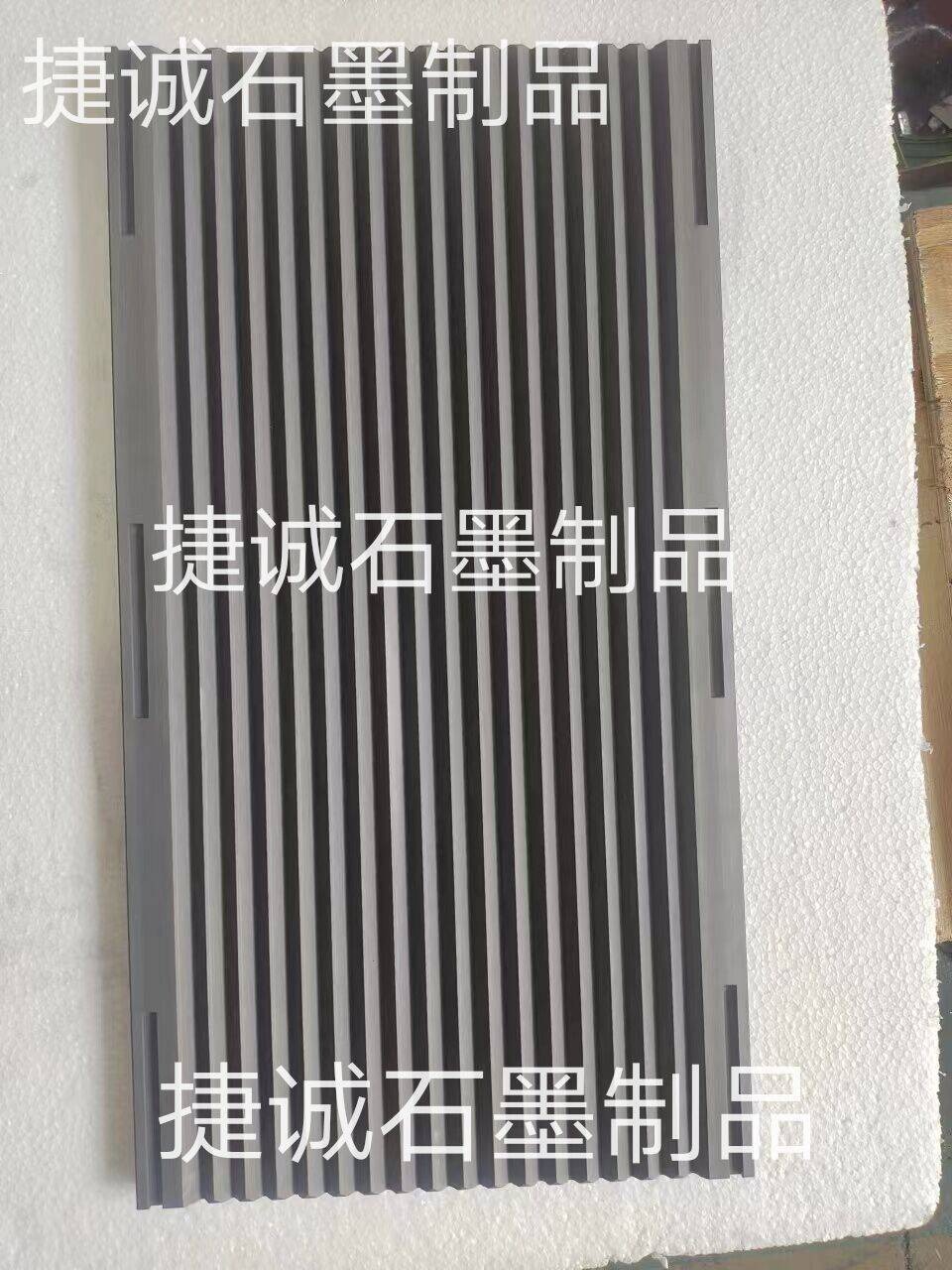 硬質(zhì)合金燒結(jié)用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家
硬質(zhì)合金燒結(jié)用薄型v石墨槽,V型石墨舟皿,石墨舟皿,石墨模具,鎢鋼燒結(jié)用v型石墨舟皿,高純燒結(jié)石墨制品,石墨方舟石墨舟皿,石墨舟皿生產(chǎn)廠家 -
 石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家
石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家 -
 石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家
石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具,石墨放熱焊接模具生產(chǎn)廠家 -
 鋁熱石墨放熱焊接模具,放熱焊石墨模具,加熱焊接石墨治具,放熱焊接石墨模具,防雷焊接石墨夾具,防雷放熱焊接石墨模具,防雷接地石墨模具
鋁熱石墨放熱焊接模具,放熱焊石墨模具,加熱焊接石墨治具,放熱焊接石墨模具,防雷焊接石墨夾具,防雷放熱焊接石墨模具,防雷接地石墨模具 -
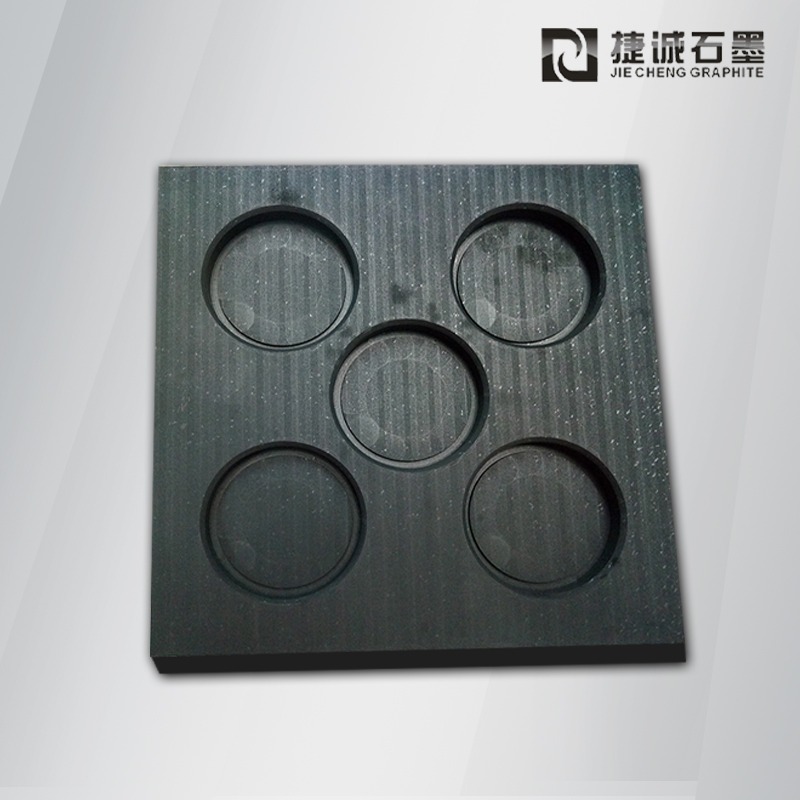
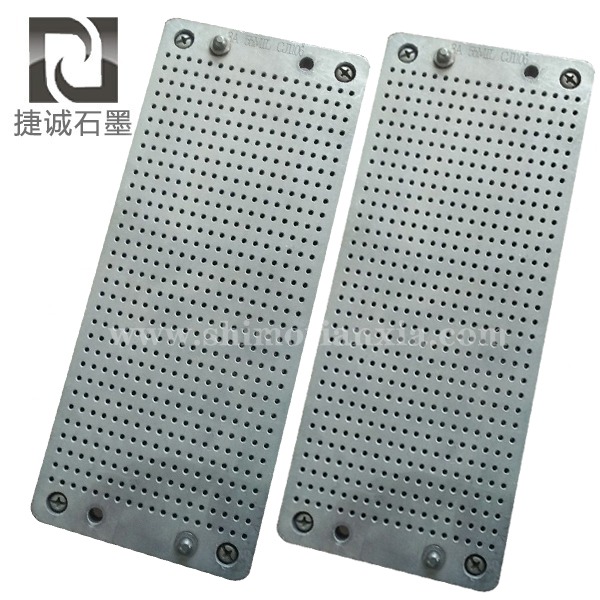
 石墨盤(pán),硬質(zhì)合金石墨盤(pán),石墨盤(pán)加工,銅管燒結(jié)石墨盤(pán),石墨盤(pán)加工廠,進(jìn)口硬質(zhì)合金石墨盤(pán),石墨盤(pán)生產(chǎn)廠家
石墨盤(pán),硬質(zhì)合金石墨盤(pán),石墨盤(pán)加工,銅管燒結(jié)石墨盤(pán),石墨盤(pán)加工廠,進(jìn)口硬質(zhì)合金石墨盤(pán),石墨盤(pán)生產(chǎn)廠家 -
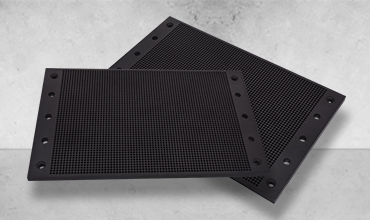
 硬質(zhì)合金石墨盤(pán),石墨盤(pán),刀具燒結(jié)石墨盤(pán),石墨盤(pán)加工,銅管燒結(jié)石墨盤(pán),燒結(jié)石墨盤(pán),石墨盤(pán)加工廠,石墨盤(pán)生產(chǎn)廠家,石墨盤(pán)廠家
硬質(zhì)合金石墨盤(pán),石墨盤(pán),刀具燒結(jié)石墨盤(pán),石墨盤(pán)加工,銅管燒結(jié)石墨盤(pán),燒結(jié)石墨盤(pán),石墨盤(pán)加工廠,石墨盤(pán)生產(chǎn)廠家,石墨盤(pán)廠家 -
 VC硬焊石墨治具,半導(dǎo)體石墨模具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴(kuò)散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
VC硬焊石墨治具,半導(dǎo)體石墨模具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴(kuò)散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家 -
 VC硬焊石墨治具半導(dǎo)體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴(kuò)散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
VC硬焊石墨治具半導(dǎo)體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴(kuò)散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家 -
 VC硬焊石墨治具半導(dǎo)體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴(kuò)散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家
VC硬焊石墨治具半導(dǎo)體石墨模具,VC硬焊石墨治具,VC石墨模具,燒結(jié)石墨模具,石墨模具,石墨治具,VC擴(kuò)散焊接石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家 -
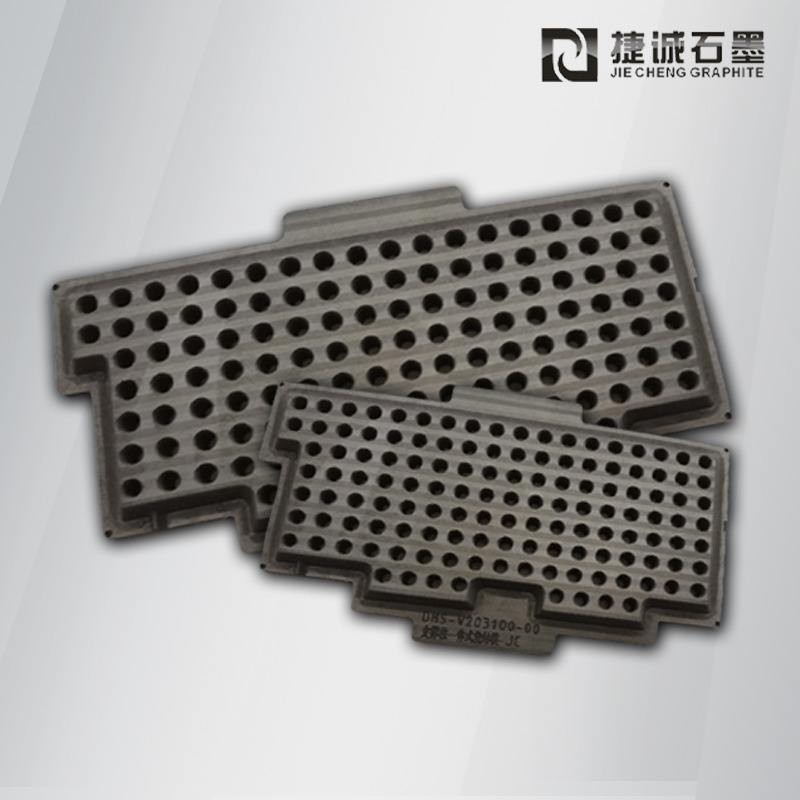 電子燒結(jié)石墨模具,石墨模具加工,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家
電子燒結(jié)石墨模具,石墨模具加工,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家 -
 電子產(chǎn)品燒結(jié)封裝石墨模具,電子燒結(jié)石墨模具,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家
電子產(chǎn)品燒結(jié)封裝石墨模具,電子燒結(jié)石墨模具,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家
18年品質(zhì)保證 精密石墨模具加工廠
東莞市捷誠(chéng)石墨制品有限公司是廣東東莞一家專業(yè)的精密石墨模具經(jīng)營(yíng)加工生產(chǎn)公司,主要生產(chǎn)電子燒結(jié)石墨模具、芯片封裝石墨模具、手機(jī)玻璃熱彎石墨模具、VC石墨模具、晶圓封裝石墨模具、金剛石燒結(jié)石墨模具、電纜焊接石墨模具、各種石墨治具、石墨夾具。
2003
成立于2003年
6000
資產(chǎn)總額6000萬(wàn)元
10
10多年生產(chǎn)經(jīng)驗(yàn)
100
員工100余人
業(yè)務(wù)范圍
BUSINESS LINE
-
 封裝石墨模具
管殼封裝石墨模具、二極管封裝石墨模具、芯片封裝石墨模具、晶圓封裝石墨模具
封裝石墨模具
管殼封裝石墨模具、二極管封裝石墨模具、芯片封裝石墨模具、晶圓封裝石墨模具 -
 燒結(jié)石墨模具
電子燒結(jié)石墨模具、金剛石燒結(jié)石墨模具、半導(dǎo)體燒結(jié)石墨模具、各種燒結(jié)石墨模具
燒結(jié)石墨模具
電子燒結(jié)石墨模具、金剛石燒結(jié)石墨模具、半導(dǎo)體燒結(jié)石墨模具、各種燒結(jié)石墨模具 -
 熱彎石墨模具
熱彎石墨模具、3D玻璃熱彎模具、手機(jī)玻璃熱彎石墨模具、玻璃熱彎石墨模具、曲面玻璃石墨模具
熱彎石墨模具
熱彎石墨模具、3D玻璃熱彎模具、手機(jī)玻璃熱彎石墨模具、玻璃熱彎石墨模具、曲面玻璃石墨模具
品牌簡(jiǎn)介
BRAND INTRODUCTION
公司先后榮獲了“中國(guó)質(zhì)量體系認(rèn)證書(shū)”、“實(shí)用新型專利證書(shū)”、“優(yōu)秀企業(yè)模范”等榮譽(yù)稱號(hào)。公司
通過(guò)了 ISO9001:2000質(zhì)量體系、ISO14001:2004環(huán)境體系、
GB/T28001-2001的健康安全管理 體系的三重認(rèn)證。社會(huì)榮譽(yù)與監(jiān)督極大的體現(xiàn)
了“石墨模具系列”產(chǎn)品特征和產(chǎn)品的使用性能。 捷誠(chéng)石墨模具依靠科技進(jìn)步
倡導(dǎo)綠色消費(fèi),讓客戶群體充分體會(huì) 到捷誠(chéng)石墨模具公司文化所帶
來(lái)的無(wú)窮魅力。
VIEW MORE
通過(guò)了 ISO9001:2000質(zhì)量體系、ISO14001:2004環(huán)境體系、
GB/T28001-2001的健康安全管理 體系的三重認(rèn)證。社會(huì)榮譽(yù)與監(jiān)督極大的體現(xiàn)
了“石墨模具系列”產(chǎn)品特征和產(chǎn)品的使用性能。 捷誠(chéng)石墨模具依靠科技進(jìn)步
倡導(dǎo)綠色消費(fèi),讓客戶群體充分體會(huì) 到捷誠(chéng)石墨模具公司文化所帶
來(lái)的無(wú)窮魅力。
新聞動(dòng)態(tài)
NEWS CENTER
-
V型石墨舟的結(jié)構(gòu)一般包括以下中心規(guī)劃特征,這些特征一同確保了硬質(zhì)合金燒結(jié)過(guò)程中的安穩(wěn)性、均勻性和高效性:一、V型槽體規(guī)劃幾許捆綁與支撐安穩(wěn)性 V型槽的錐形結(jié)構(gòu):通過(guò)槽壁的歪斜角度(一般為60°-90°)為硬質(zhì)合金坯體供應(yīng)安穩(wěn)的側(cè)向支撐,防止燒結(jié)過(guò)程中因縮短應(yīng)力導(dǎo)致的歪斜或陷落。例如,在燒結(jié)長(zhǎng)條狀硬質(zhì)合金坯體時(shí),V型槽可確保坯體緊密貼合槽壁,堅(jiān)持直線度差錯(cuò)≤0.05mm。 底部支撐凸起:部分規(guī)劃在V型槽底部設(shè)置凸起結(jié)構(gòu),進(jìn)一步松懈坯體壓力,防止部分應(yīng)力會(huì)合。例如,底部凸起高度為0.5-1mm,可削減坯體與槽底的觸摸面積,促進(jìn)熱量均勻傳導(dǎo)。排氣與氣體流轉(zhuǎn)優(yōu)化 排氣通槽:在V型槽的相對(duì)槽面上規(guī)劃至少一條寬度為0.3-0.5mm的排氣通槽,為坯體內(nèi)部氣體供應(yīng)排出通道,防止氣體積累導(dǎo)致孔洞缺點(diǎn)。例如,在燒結(jié)微孔過(guò)濾器時(shí),排氣通槽可使氣體排出效率跋涉30%,產(chǎn)品孔隙率均勻性跋涉至±2%。 棱角保護(hù)槽:在槽底支撐凸起與槽壁相交處設(shè)置棱角保護(hù)槽(深度0.2-0.3mm),防止坯體裝卸時(shí)磕碰損壞槽體棱角,延伸舟皿運(yùn)用壽數(shù)至傳統(tǒng)規(guī)劃的1.5倍。二、模塊化與可拆卸結(jié)構(gòu)底座與插板別離規(guī)劃 石墨底座:選用高密度等靜壓石墨(純度≥99.9%)制成,厚度為10-15mm,供應(yīng)全體結(jié)構(gòu)安穩(wěn)性。底座上設(shè)置T形槽或燕尾槽,用于固定插板。 石墨插板:厚度為3-5mm,表面加工有V型槽,通過(guò)螺栓或卡扣與底座銜接。例如,某類型V型石墨舟選用4塊插板規(guī)劃,單塊插板損壞時(shí)可單獨(dú)替換,修補(bǔ)本錢(qián)下降40%。輕量化與強(qiáng)度平衡 薄壁結(jié)構(gòu):槽壁厚度控制在2-4mm,在確保強(qiáng)度的一同削減熱容量,縮短升溫時(shí)間20%-30%。例如,在燒結(jié)直徑20mm的硬質(zhì)合金球時(shí),薄壁規(guī)劃可使?fàn)t溫均勻性跋涉至±5℃,產(chǎn)品標(biāo)準(zhǔn)一致性跋涉至98%。 加強(qiáng)筋規(guī)劃:在插板反面設(shè)置橫向或縱向加強(qiáng)筋(寬度2mm,高度1mm),跋涉抗彎強(qiáng)度至≥50MPa,防止高溫下變形。三、資料與工藝優(yōu)化高純度資料選擇 等靜壓石墨:純度≥99.9%,顆粒度≤10μm,確保燒結(jié)過(guò)程中不引入雜質(zhì)。例如,運(yùn)用西格里石墨V1640資料時(shí),產(chǎn)品碳含量不堅(jiān)決規(guī)劃≤0.05%,硬質(zhì)合金鈷相散布均勻性跋涉15%。 抗氧化涂層:在槽體表面涂覆SiC/Si?N?復(fù)合涂層(厚度5-10μm),氧化失重率下降90%,運(yùn)用壽數(shù)延伸至200次以上燒結(jié)循環(huán)。精密加工與成型技術(shù) 等靜壓成型:在200MPa壓力下對(duì)石墨粉進(jìn)行三維均勻約束,消除內(nèi)部應(yīng)力,確保槽體密度≥1.85g/cm3,氣孔率≤10%。 數(shù)控加工:選用五軸聯(lián)動(dòng)數(shù)控機(jī)床加工V型槽,標(biāo)準(zhǔn)精度控制在±0.02mm以內(nèi),表面粗糙度Ra≤0.8μm,削減坯體與槽壁的摩擦阻力。四、運(yùn)用場(chǎng)景適配性規(guī)劃長(zhǎng)條狀坯體燒結(jié) 接連V型槽:在單塊插板上設(shè)置多個(gè)接連V型槽,槽距離根據(jù)坯體長(zhǎng)度調(diào)整(一般為坯體長(zhǎng)度的1.2倍),確保燒結(jié)過(guò)程中坯體距離均勻,防止粘連。例如,在燒結(jié)長(zhǎng)度100mm的礦用截齒時(shí),接連槽規(guī)劃可使產(chǎn)品直線度差錯(cuò)≤0.1mm。異形坯體燒結(jié) 定制化V型槽角度:根據(jù)坯體形狀調(diào)整槽壁角度(如82°、90°),匹配坯體后角規(guī)劃。例如,在燒結(jié)可轉(zhuǎn)位刀片時(shí),82°V型槽可確保刀片后角精度±0.5°,切削性能跋涉20%。微孔結(jié)構(gòu)燒結(jié) 淺V型槽:槽深控制在1-2mm,削減對(duì)坯體下表面的熱遮擋,促進(jìn)均勻縮短。例如,在燒結(jié)孔徑5μm的微孔過(guò)濾器時(shí),淺槽規(guī)劃可使過(guò)濾器孔隙率達(dá)標(biāo)率跋涉至95%,過(guò)濾精度堅(jiān)持率>90%。想要了解更多V型石墨舟的內(nèi)容,可聯(lián)系從事V型石墨舟多年,產(chǎn)品經(jīng)驗(yàn)豐富的滑小姐:13500098659。
-
硬質(zhì)合金燒結(jié)用薄型V石墨槽仰仗其耐高溫、抗熱震、化學(xué)穩(wěn)定性強(qiáng)以及精準(zhǔn)的形狀操控才調(diào),在硬質(zhì)合金制造領(lǐng)域具有廣泛的運(yùn)用場(chǎng)景。以下是其中心運(yùn)用場(chǎng)景及具體闡明:一、硬質(zhì)合金刀具制造整體刀具燒結(jié) 運(yùn)用政策:銑刀、鉆頭、立銑刀等整體硬質(zhì)合金刀具。 效果:V型槽的幾何綁縛可避免刀具坯體在燒結(jié)縮短過(guò)程中發(fā)生彎曲或誤解,保證刃口直線度與幾何精度。薄壁規(guī)劃削減熱容量,縮短升溫時(shí)間,跋涉出產(chǎn)功率。 案例:在燒結(jié)直徑≤20mm的微鉆時(shí),薄型V石墨槽可完畢單次裝載量跋涉30%,一起將刃口徑向跳動(dòng)操控在±0.005mm以內(nèi)。可轉(zhuǎn)位刀片燒結(jié) 運(yùn)用政策:車(chē)削、銑削用可轉(zhuǎn)位硬質(zhì)合金刀片(如SNMG、APMT等類型)。 效果:經(jīng)過(guò)定制化V型槽視點(diǎn)(如82°、90°),匹配刀片后角規(guī)劃,避免燒結(jié)過(guò)程中后角變形,保證切削性能一致性。 優(yōu)勢(shì):比較傳統(tǒng)平面石墨槽,V型槽可削減刀片與槽壁觸摸面積,下降粘連危險(xiǎn),跋涉脫模功率。二、礦用東西出產(chǎn)截齒與球齒燒結(jié) 運(yùn)用政策:采煤機(jī)截齒、掘進(jìn)機(jī)截齒、石油鉆探用球齒。 效果:V型槽的錐形結(jié)構(gòu)可適配截齒的圓錐形頭部規(guī)劃,燒結(jié)過(guò)程中經(jīng)過(guò)槽壁支撐避免頭部凹陷,一起薄壁規(guī)劃促進(jìn)溫度均勻傳導(dǎo),避免鈷相偏析。 效果:運(yùn)用薄型V石墨槽燒結(jié)的截齒,抗沖擊耐性可跋涉15%-20%,運(yùn)用壽數(shù)延伸至傳統(tǒng)工藝的1.8倍。牙輪鉆頭軸承燒結(jié) 運(yùn)用政策:石油、地質(zhì)勘探用牙輪鉆頭軸承套。 效果:經(jīng)過(guò)精細(xì)加工的V型槽定位軸承套內(nèi)孔,燒結(jié)過(guò)程中堅(jiān)持同心度≤0.01mm,保證鉆頭旋轉(zhuǎn)穩(wěn)定性。 技能參數(shù):槽壁粗糙度Ra≤0.4μm,削減沖突對(duì)軸承套外表的危害。三、精細(xì)模具加工沖壓模具燒結(jié) 運(yùn)用政策:電子元器件沖壓模具、精細(xì)彈簧片模具。 效果:V型槽可承載薄壁模具坯體(厚度≤2mm),經(jīng)過(guò)槽壁支撐避免燒結(jié)變形,一起石墨的慵懶避免模具外表碳化層增厚,保證沖裁邊緣光潔度。 數(shù)據(jù)支撐:運(yùn)用薄型V石墨槽燒結(jié)的模具,沖裁次數(shù)可達(dá)500萬(wàn)次以上,較傳統(tǒng)工藝跋涉40%。拉伸模具燒結(jié) 運(yùn)用政策:不銹鋼、鋁合金深拉伸模具。 效果:定制化V型槽匹配模具錐度規(guī)劃,燒結(jié)過(guò)程中經(jīng)過(guò)槽壁綁縛操控模具縮短率,保證拉伸產(chǎn)品壁厚均勻性±0.01mm。 工藝優(yōu)化:結(jié)合真空燒結(jié)工藝,可消除模具內(nèi)部微孔,將拉伸分裂率下降至0.5%以下。四、特別形狀硬質(zhì)合金件出產(chǎn)異形噴嘴燒結(jié) 運(yùn)用政策:砂噴丸機(jī)用文丘里噴嘴、噴砂機(jī)用旋轉(zhuǎn)噴嘴。 效果:經(jīng)過(guò)3D打印或CNC加工的薄型V石墨槽,可承載雜亂流道結(jié)構(gòu)的噴嘴坯體,燒結(jié)過(guò)程中堅(jiān)持流道標(biāo)準(zhǔn)精度,避免傳統(tǒng)模具因熱應(yīng)力導(dǎo)致的開(kāi)裂。 立異點(diǎn):槽壁開(kāi)設(shè)微孔透氣結(jié)構(gòu),平衡燒結(jié)氣氛壓力,削減產(chǎn)品內(nèi)部缺陷。微孔過(guò)濾器燒結(jié) 運(yùn)用政策:化工、醫(yī)藥領(lǐng)域用硬質(zhì)合金微孔過(guò)濾器(孔徑≤5μm)。 效果:V型槽的薄壁規(guī)劃削減對(duì)坯體下外表的熱遮擋,促進(jìn)均勻縮短,一起石墨的化學(xué)穩(wěn)定性避免微孔被雜質(zhì)堵塞。 性能指標(biāo):燒結(jié)后過(guò)濾器孔隙率可達(dá)35%-40%,過(guò)濾精度堅(jiān)持率>95%。五、作業(yè)趨勢(shì)與擴(kuò)展運(yùn)用增材制造配套 跟著3D打印硬質(zhì)合金技能的老到,薄型V石墨槽被用于承載打印后的薄壁雜亂結(jié)構(gòu)坯體,處理傳統(tǒng)燒結(jié)易變形的問(wèn)題。 案例:某企業(yè)選用石墨槽+真空燒結(jié)工藝,成功制造出壁厚0.3mm的硬質(zhì)合金渦輪葉片,良品率跋涉至90%。梯度資料燒結(jié) 經(jīng)過(guò)在V型槽內(nèi)分層鋪設(shè)不同成分的硬質(zhì)合金粉末,完畢功用梯度資料(FGM)的燒結(jié),滿足航空航天領(lǐng)域?qū)δ透邷亍⒖鼓p復(fù)合資料的需求。 技能打破:石墨槽的薄壁結(jié)構(gòu)可削減層間熱阻,促進(jìn)元素松散,跋涉梯度層結(jié)合強(qiáng)度。六、選型與運(yùn)用建議依據(jù)產(chǎn)品標(biāo)準(zhǔn)選擇槽型 直徑≤50mm的圓柱形產(chǎn)品:優(yōu)先選用60°-75°V型槽,統(tǒng)籌裝載穩(wěn)定性與脫模便利性。 長(zhǎng)徑比>5的細(xì)長(zhǎng)件:選用雙V型槽組合規(guī)劃,分段支撐避免彎曲。重視燒結(jié)工藝匹配性 真空燒結(jié):選用高純度(≥99.99%)石墨槽,避免揮發(fā)物污染真空系統(tǒng)。 低壓燒結(jié):槽壁開(kāi)設(shè)透氣槽或微孔,平衡爐內(nèi)壓力,避免產(chǎn)品鼓包。保護(hù)與壽數(shù)處理 守時(shí)檢測(cè)槽壁磨損量,當(dāng)V型槽視點(diǎn)差錯(cuò)>2°或外表粗糙度Ra>1.6μm時(shí)需更換。 選用抗氧化涂層(如SiC)處理,可延伸石墨槽運(yùn)用壽數(shù)30%-50%。想要了解更多硬質(zhì)合金燒結(jié)用薄型V石墨槽的內(nèi)容,可聯(lián)系從事硬質(zhì)合金燒結(jié)用薄型V石墨槽多年,產(chǎn)品經(jīng)驗(yàn)豐富的滑小姐:13500098659。
-
石墨放熱焊接模具的精密加工需求一系列高精度和專業(yè)的設(shè)備以確保模具的質(zhì)量、精度和功用。以下是一些關(guān)鍵設(shè)備: 高精度數(shù)控加工機(jī)床:這種機(jī)床能夠依照預(yù)設(shè)的程序?qū)κY料進(jìn)行準(zhǔn)確的切削、銑削和鉆孔等操作。其高精度確保了模具的各個(gè)部分都能抵達(dá)規(guī)劃要求,從而前進(jìn)焊接接頭的質(zhì)量和功用。 高精度激光切開(kāi)機(jī):激光切開(kāi)機(jī)使用高能激光束對(duì)石墨資料進(jìn)行快速、準(zhǔn)確的切開(kāi)。這種切開(kāi)方法熱影響區(qū)小,切開(kāi)邊沿平坦,有助于確保模具的精度和形狀契合要求。 磨床和拋光設(shè)備:在石墨模具的加工過(guò)程中,磨床和拋光設(shè)備用于對(duì)模具外表進(jìn)行精密處理,以抵達(dá)所需的外表粗糙度和光潔度。這有助于前進(jìn)模具的耐用性和焊接接頭的質(zhì)量。 質(zhì)量檢測(cè)設(shè)備:包含標(biāo)準(zhǔn)檢測(cè)設(shè)備(如三坐標(biāo)測(cè)量機(jī))、耐熱性檢驗(yàn)設(shè)備和耐磨性檢驗(yàn)設(shè)備等。這些設(shè)備用于對(duì)加工完成后的石墨模具進(jìn)行全面的質(zhì)量檢測(cè),以確保其契合規(guī)劃要求和運(yùn)用規(guī)范。 此外,石墨放熱焊接模具的加工還需求挑選適宜的刀具和切削液。刀具應(yīng)具有滿意的硬度和耐磨性,以習(xí)慣石墨資料的切削特性。切削液則用于冷卻刀具和石墨資料,減少熱變形和磨損,一起也有助于前進(jìn)加工功率和模具質(zhì)量。 綜上所述,石墨放熱焊接模具的精密加工需求高精度數(shù)控加工機(jī)床、高精度激光切開(kāi)機(jī)、磨床和拋光設(shè)備以及質(zhì)量檢測(cè)設(shè)備等關(guān)鍵設(shè)備。這些設(shè)備的挑選和運(yùn)用關(guān)于確保模具的精度、形狀和功用至關(guān)重要。想要了解更多石墨放熱焊接模具的內(nèi)容,可聯(lián)系從事石墨放熱焊接模具多年,產(chǎn)品經(jīng)驗(yàn)豐富的滑小姐:13500098659。
-
其次紅硬性在低溫形態(tài)下任務(wù)的熱作模具,懇求堅(jiān)持其組織和功能的波動(dòng),從而堅(jiān)持足夠高的硬度,這種功能稱為紅硬性。碳素工具鋼、低合金工具鋼通常能在180~250℃的溫度范圍內(nèi)堅(jiān)持這種功能,鉻鉬熱作模具鋼普通在550~600℃的溫度范圍內(nèi)堅(jiān)持這種功能。鋼的紅硬性次要取決于鋼的化學(xué)成分和熱處置工藝。 再次抗壓屈服強(qiáng)度和抗壓彎曲強(qiáng)度模具在運(yùn)用進(jìn)程中常常遭到強(qiáng)度較高的壓力和彎曲的作用,因此模具資料應(yīng)具有一定的抗壓強(qiáng)度和抗彎強(qiáng)度。在很多情況下,做抗壓實(shí)驗(yàn)和抗彎實(shí)驗(yàn)的條件接近于模具的理論任務(wù)條件。 抗彎實(shí)驗(yàn)的另一個(gè)優(yōu)點(diǎn)是應(yīng)變量的絕對(duì)值大,能較靈敏地反映出不同鋼種之間以及在不同熱處置和組織形態(tài)下變形抗力的差別。 在模具市場(chǎng)上,石墨模具的呈現(xiàn),讓其他材質(zhì)的模具靠后站,以掩耳不及盜鈴之勢(shì)取得一席之地,這都離不開(kāi)它優(yōu)良的功能!明天電子燒結(jié)石墨模具廠家小編給大家說(shuō)說(shuō)石墨模具對(duì)強(qiáng)度性有什么要求。 首先是硬度硬度是模具鋼的主要技術(shù)指標(biāo),模具在高應(yīng)力的作用下欲堅(jiān)持其外形尺寸不變,必需具有足夠高的硬度。冷作模具鋼在室溫條件下普通硬度堅(jiān)持在HRC60左右,熱作模具鋼根據(jù)其任務(wù)條件,普通懇求堅(jiān)持在HRC40~55范圍。 關(guān)于同一鋼種而言,在一定的硬度值范圍內(nèi),硬度與變形抗力成正比;但具有同一硬度值而成分及組織不同的鋼種之間,其塑性變形抗力能夠有分明的差別。
-
我們?cè)谌粘I钪羞\(yùn)用的石墨產(chǎn)品十分多,其實(shí)它們都是經(jīng)過(guò)石墨模具制造出來(lái)的,這種模具的質(zhì)量和功能會(huì)在很大水平上影響石墨產(chǎn)品的功能和運(yùn)用周期,因此需求不時(shí)提升制造技藝,這樣產(chǎn)品的運(yùn)用工夫才更長(zhǎng)。 石墨模具的經(jīng)過(guò)高科技制造出來(lái)的,它的次要制造設(shè)備是熱裝筒夾,它可以批量制造模具。應(yīng)用數(shù)控刀片熱裝技術(shù),并不時(shí)在此基礎(chǔ)上提升,因此其曾經(jīng)在很多場(chǎng)所被運(yùn)用,十分罕見(jiàn)。其實(shí),該模具的消費(fèi)在很大水平上處理了數(shù)控刀片難以?shī)A緊的問(wèn)題。而正是由于其被大規(guī)模的制造和消費(fèi),筒夾才干更普遍的被人們看法和運(yùn)用。 另外,石墨模具的制造也很?chē)?yán)厲,其要先由設(shè)計(jì)人員設(shè)計(jì)出款式、外形,再經(jīng)過(guò)機(jī)械設(shè)備停止加工,然后才干成為我們所見(jiàn)到的這樣。
-
石墨組織粗大的問(wèn)題希望大家可以多加留意,避免這種情況的發(fā)作,會(huì)惹起諸多連帶成績(jī)。那么讓石墨模具發(fā)生組織粗大的緣由有哪些呢?石墨模具廠家小編給大家總結(jié)幾點(diǎn)。 1、石墨模具在淬火爐中安放的地位不恰當(dāng),能夠?qū)⑵浞旁诹私咏姌O或加熱元件區(qū)使其發(fā)生過(guò)熱的情況。 2、在制造石墨模具的進(jìn)程中出現(xiàn)了鋼材的混雜招致理論鋼材的淬火溫度遠(yuǎn)遠(yuǎn)低于需求淬火的溫度。 3、在對(duì)截面變化比較大的石墨模具中止淬火時(shí),選擇的淬火加熱工藝不恰當(dāng),讓尖角處和薄截面等地方出現(xiàn)過(guò)熱的情況。 4、在運(yùn)轉(zhuǎn)中石墨模具的淬火加熱時(shí)出現(xiàn)溫渡過(guò)高或保溫工夫過(guò)長(zhǎng)或不夠等情況。 5、在開(kāi)端淬火之前沒(méi)有對(duì)石墨模具開(kāi)端正確的球化處置工藝,致使球化組織不良。 石墨模具在制造的進(jìn)程中經(jīng)過(guò)淬火能夠會(huì)出現(xiàn)組織粗大的情況,這一景象會(huì)對(duì)石墨模具的力學(xué)性能發(fā)生嚴(yán)重的影響,運(yùn)用的時(shí)分能夠會(huì)使石墨模具發(fā)生斷裂,以致會(huì)大大縮短其運(yùn)用壽命。
-
石墨模具還可以和其他的模具停止配合運(yùn)用,消費(fèi)出愈加契合人們需求的產(chǎn)品。另外,它也不容易呈現(xiàn)腐蝕,具有十分好的加工功能,因此十分適用,您假如有需要的話可以購(gòu)置和運(yùn)用。 其實(shí)在我們的日常生活中,有許多的石墨制品,比如說(shuō)石墨棒、石墨板、石墨舟等,這些制品其實(shí)都是運(yùn)用石墨模具制造而成的,它是一種十分重要的產(chǎn)品,在制造的進(jìn)程中發(fā)揚(yáng)著十分重要的作用,上面我們?cè)敿?xì)來(lái)看一下吧。 幾年來(lái),石墨模具的消費(fèi)、制造和運(yùn)用逐步變得普遍,市面上擁有的廠家也在不時(shí)添加,其制造出來(lái)的產(chǎn)品也在不時(shí)增多。石墨其實(shí)是一種十分好的資料,它的物理性能和化學(xué)功能均比擬強(qiáng)。該模具在現(xiàn)代化的消費(fèi)進(jìn)程中也占據(jù)著十分重要的角色,很多的產(chǎn)品都是運(yùn)用它停止沖壓、鑄造而成的。
-
等靜壓石墨模具消費(fèi)后,為了更好地維護(hù)模具,通常需求停止抗氧化劑處置,通常運(yùn)用抗氧化劑停止。接下來(lái),小編將向您引見(jiàn)如何對(duì)等靜壓石墨模具停止抗氧化處置。 當(dāng)?shù)褥o壓石墨模具的運(yùn)用溫度在1300℃以內(nèi)時(shí),其抗氧化效果十分好。各類石墨模具用石墨模具的抗氧化保護(hù)劑浸泡后,其液體可滲透到等靜壓石墨模具的孔隙中,在石墨模具的孔隙和石墨模具外表構(gòu)成一層約0.02mm的抗氧化保護(hù)膜。 正是這種保護(hù)膜可以無(wú)效隔離空氣,并直接與石墨模具接觸,發(fā)生氧化反響。因而,它可以無(wú)效地抵抗石墨模具的氧化,從而無(wú)效地延伸石墨模具的使用壽命。





